您的当前位置:首页 > 产品知识 > 更多产品知识 > 锥形破碎机主框架的铸造生产质量控制
作者:红星机器 发布时间:2017-07-25 10:02:40
锥形破碎机主要应用于矿山生产,其中主框架是破碎机中比较关键的零部件。在铸造主框架时,要在分析铸造难点的基础上,严格按照铸造工艺方案进行铸造。在铸造过程中,要严格控制铸造的生产质量,具体方法如下文。

1、模样检查:根据图纸及工艺要求检查模样、芯盒状况,包括外模尺寸、各处拔模斜度、上下芯头定位等。
2、型砂:型砂混制工艺(质量分数):l 0 0%原砂+6%~7%水玻璃+3%膨润土。先加原砂和膨润土干混2~3 min,然后加入水玻璃湿混5~7 min后出砂。型砂性能指标控制在:湿压强度18~20 kPa,湿透气率≥150,含水量≤3.6%。
3、制芯:制芯以前,在芯骨上焊接吊鼻或者备上铁丝作为吊鼻。芯骨应有足够的强度。砂芯采用树脂砂制作,拐角处用铬铁矿砂作为面砂,厚度10~20 mm。保证足够紧实度和表 面光洁度。砂芯制作完毕后,在其表面涂刷醇基锆英粉涂料两遍。
4、造型:浇注系统全部采用耐火砖管。浇口砖管之间的连接要紧密,铸件中间的大冒口用保温板围成。模样表面涂刷脱模剂,利于脱模。外冷铁应充分打磨除锈。

5、下芯、合箱:仔细检查型、芯尺寸无误后进行下芯、合箱。下芯时仔细核对各部位壁厚是否合适,探伤部位不得采用芯卡定位。下芯后清净型腔内散砂,并检查各部尺寸无误后进行合箱操作。合箱时不允许有大砂块带入型腔,型腔内残砂应反复清理干净以保证浇注系统畅通
6、熔炼、浇注:冶炼时要注意将S、P元素含量控制在0.01%以下,减小裂纹倾向。冶炼时成分按中限控制,炉前脱氧,在包内采用稀土硅进行孕育变质处理,出钢温度控制在1580~1610℃。出钢前要保证各元素含量在限定区间范围内。
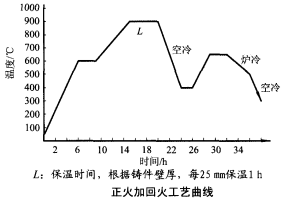
7、精整与热处理:开箱以后尽快清理冒口根部残砂,保证在100℃以上热割冒口。清砂时不能用风铲直接与铸件表面接触,防止损伤铸件表面。按照下图所示的热处理工艺曲线,将试块和铸件同炉进行热处理。
锥形破碎机质量的好坏对于用户的生产有很大的影响,高质量的设备可为用户的生产创造较高的经济效益,很受用户们的青睐,有关锥形破碎机的更多资讯,用户可点击:“在线咨询”,或拨打公司的咨询电话0371—67772626。
本篇内容于 2017-07-25 10:02:40 已补充更新如果您想了解我们的产品,可以随时拨打我公司的销售热线或点击咨询!
相关设备
推荐阅读
 TOP169鄂破机价格及型号参数
TOP169鄂破机价格及型号参数鄂破机
 TOP257鄂破机一小时能产多少吨物料
TOP257鄂破机一小时能产多少吨物料鄂破机
 TOP3时产1000吨石料生产线设备有哪些?多少钱?
TOP3时产1000吨石料生产线设备有哪些?多少钱?石料生产线价格
 TOP4140圆锥破时产多少石子
TOP4140圆锥破时产多少石子圆锥破 圆锥破碎机
 TOP5小型碎沙机多少钱一台?
TOP5小型碎沙机多少钱一台?碎石机
 TOP6一套碎石机大概需要多少钱
TOP6一套碎石机大概需要多少钱碎石机
 TOP7生产雷蒙磨粉机(雷蒙磨)的厂家
TOP7生产雷蒙磨粉机(雷蒙磨)的厂家磨粉机
 TOP869破碎机一小时处理多少立方石子?
TOP869破碎机一小时处理多少立方石子?破碎机 69颚式破碎机
 TOP91060颚破型号有哪些?什么价?
TOP91060颚破型号有哪些?什么价?颚破 颚式破碎机
 TOP10每小时产200吨的石子破碎机多少钱一台?
TOP10每小时产200吨的石子破碎机多少钱一台?破碎机
 TOP11时产500吨石子生产线配置方案_厂家报价
TOP11时产500吨石子生产线配置方案_厂家报价生产线
 TOP12销量较好的雷蒙磨粉机型号有哪些
TOP12销量较好的雷蒙磨粉机型号有哪些雷蒙磨粉机
换一换 
想让资深工程师为您设计生产方案?想获取全套设备优惠报价单?请留言,专业经理即刻开始为您一对一服务!(不用担心信息泄露,我们将为客户提供信息保密服务!)
 1天定制方案
1天定制方案来厂考察即可获取资深工程师为您设计方案
 2天内发货
2天内发货多机型现货可选,签订合同,2天内发出
 7天正式投产
7天正式投产售后团队亲临现场,指导设备安装、试车,完成交付
 3-5个月实现盈利
3-5个月实现盈利跟踪砂场运营情况,提供生产运营指导,保障砂场快速盈利
鹅卵石是一种常见的河道和海滩沉积物,其圆滑而坚硬的特性使其成为理想的建筑材料。然而,将鹅卵石转化为沙子是一个常见的需求,...
202309.19
查看详情水泥熟料指的是以石灰石和粘土、铁质为主要原料制成的建筑材料,这种材料在生产的过程中,需要将石灰石和粘土、铁质原料经过物理...
202209.17
查看详情颚式破碎机是石子生产线一段破碎环节,其生产能力直接影响后续整条生产线的产量,颚式破碎机产能不够高怎么办?小编分享5种提产...
202106.03
查看详情天然砂石价格暴涨,资源也比较紧缺,为了解决市场用砂问题,青石经过破碎后可代替天然砂运用到建筑当中,破碎机作为加工砂石的...
202102.21
查看详情铁矿石经过圆锥破碎机加工后可作为资源广泛应用到建筑、化工等行业,那么问题来了,铁矿石圆锥破碎机需要多少钱?本文为大家详细...
202102.20
查看详情鹅卵石是一种比较坚硬的岩石,经过复合式破碎机破碎加工后可作为石子运用的房屋建筑、高速公路、铁路等行业,其运用价值也比较高...
202102.17
查看详情河南红星矿山机器有限公司 总部地址:郑州市高新区梧桐街与红松路交叉口中国高端矿机生产出口基地园区

工程师免费设计方案已有162位获得心仪的方案
算一算 搭配一条合适的生产线需要多少钱?
点击获取报价




